Anzahl Durchsuchen:623 Autor:Site Editor veröffentlichen Zeit: 2023-06-20 Herkunft:Powered
● Die Dicke von Stahlplatten, die üblicherweise in Edelstahlspülen verwendet werden, liegt zwischen 0,8 mm und 1,5 mm.
● Die Spülenfabrik kauft Stahlplatten unterschiedlicher Breite entsprechend den Anforderungen der Produktionsspülenmodelle.Die Stahlplatte wird in Form einer Rollenwaage an die Spülenwerkstatt geschickt.
● Normalerweise haben unbesäumte Stahlplatten eine maximale Breite von 1220 mm und eine nahezu unbegrenzte Länge.

● Die Duktilität von Stahlplatten ist begrenzt.Um zu verhindern, dass die Stahlplatte beim Dehnen bricht oder beschädigt wird, ist es notwendig, die Stahlplatte im Anfangsstadium des Materials zu beschichten.
● Die Folie ist nur auf einer Seite des Stahlblechs beschichtet und beim anschließenden Streckvorgang ist eine Seite der Folie der Form zugewandt.
● Die Laminierung kann vor oder nach dem Schneiden erfolgen.

● Abhängig von der Länge des Tankdesigns muss die lange Stahlplatte in Abschnitte geschnitten werden, um den Größenanforderungen des Rohlings zu entsprechen.
● In der Abbildung rechts betätigt der Arbeiter den Rollenschalter, sodass die Schutzfolie und die Stahlplatte gleichzeitig durch die Rollenverdichtungszone laufen und die Laminierung mit Druck abgeschlossen wird.
● Wenn die beschichtete Stahlplatte durch die Guillotine-Klinge läuft, drückt der Arbeiter bei Bedarf den Guillotine-Schalter, um die Stahlplatte zu zerbrechen und ein Rohmaterial angemessener Größe zu erhalten.

Materialwinkelschneiden
● Das ausgeschnittene Blatt ist jetzt ein regelmäßiges Rechteck.Um sich dem Erscheinungsbild der Spüle grob anzupassen, ist es außerdem erforderlich, das Blech zum Scheren in die Schere zu schieben.
● Das fertige Blech ist im Allgemeinen vieleckig und kann Bogenkanten aufweisen.

Erste Zeichnung- Ölfarbe
● Tragen Sie Stretchöl gleichmäßig auf beide Seiten des beschichteten und geschnittenen Blechs auf.
● Extrudiertes Öl kann dazu beitragen, dass die Platte gleichmäßiger wird, wodurch das Risiko von Dehnungsrissen verringert und die Lebensdauer von Form und Presse verlängert wird.

● Legen Sie die Stahlplatte auf den Pressentisch.
● An der oberen und unteren Platte der Werkbank befinden sich Löcher.Die Produktform befindet sich in den Löchern der unteren Tischplatte (rot schattierter Bereich rechts).
● Wenn der Motorschalter gedrückt wird, wird die obere Platte der hydraulischen Bühne abgesenkt und der gesamte Tisch fährt herunter.
● Während des Senkvorgangs bleibt die horizontale Position der Matrize unverändert, so dass die Stahlplatte nach oben gedrückt wird, um die Formstreckung abzuschließen.Die erste Zeichnungstiefe muss 80 % oder mehr der gesamten Designtiefe betragen.

Einschalenform, 400T
Doppelschalenform, 800T
● Entfernen Sie die vorgeformte Schüssel und reinigen Sie die durch Ziehöl verunreinigte Werkbank.
● Das Erstziehbecken wird zur Reinigungsstelle geschickt, um die Beschichtung zu entfernen, und das restliche Ziehöl wird abgewaschen, um den Glühprozess vorzubereiten.

● Wenn die Konstruktionstiefe des Wassertanks weniger als 160 mm beträgt, kann aufgrund des inländischen Ziehverfahrens die ideale Tiefe durch eine Ziehung erreicht werden.
● Wenn die Tiefe des Spülbeckens 180 mm bis 250 mm erreicht, erhöht sich die Wahrscheinlichkeit, dass das Edelstahlblech nach dem Ziehen reißt, erheblich.
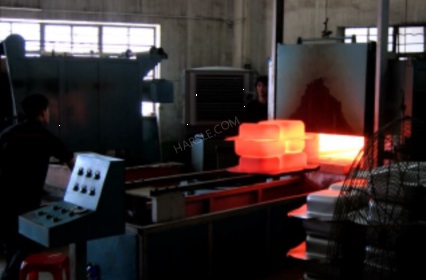
● Um die Tiefenanforderungen zu erfüllen, sind zu diesem Zeitpunkt Glühen und Sekundärziehen erforderlich.

● Durch Glühen kann die Aktivität hochbeanspruchter Edelstahlplatten wiederhergestellt werden.
● Die Glühlinie selbst ist eine 20 Meter lange Hochtemperaturlinie, die Ofentemperatur beträgt ca. 1150 °C.Die beiden Seiten sind Ein- und Ausgänge, und die Spülen werden mit einer Seilbahn oder einem Förderband in eine Richtung transportiert.Es ist möglich, etwa 30 Spülbecken gleichzeitig zu rationalisieren.
● Zu den geglühten Begleitern gehört auch die Entmagnetisierung.Dadurch gehen die magnetischen Eigenschaften von Edelstahl aufgrund der Dehnung verloren.

● Viele Senkenwerke verfügen selbst nicht über Glühlinien, sondern lagern das Glühen stattdessen an Glühanlagen Dritter aus.
● Manchmal nutzen Senkenanlagen auch Glühöfen, um je nach Bedarf alternative Funktionen zu erreichen.
● Nach dem Glühen wird die Senke durch eine hydraulische Presse und eine Form gezogen
● Die zweite Zeichnung muss vollständig auf die Entwurfstiefe gezeichnet werden.

● Nach dem Ziehen des Produkts tritt an der Kante der Stahlplatte keine Schrumpfung auf.An diesem Punkt muss das fertige Produkt zugeschnitten werden.
● Beim Zuschneiden muss die Einbauposition der oberen Beckenversteifung reserviert werden.

● Abfluss- und Überlauflöcher werden auf speziellen Formen und Stempeln gestanzt.
● Je nach den tatsächlichen Bedingungen der Blech- und Stanzausrüstung kann es erforderlich sein, an jedem Abschnitt eine Gratbearbeitung durchzuführen.

Dieser Schritt kann entfallen, wenn Sie sich für eine Doppelschalenform entscheiden
● Handelt es sich um ein zweischlitziges Rollbecken/Bodenschweißbecken, muss es nach dem Stanzen mit der Oberplatte des Spülbeckens verschweißt werden.
● Das Rollenschweißen erfolgt normalerweise durch CNC-Schweißen, kann aber auch von Arbeitern von Hand geschweißt werden.
● Wenn es sich um eine stumpfgeschweißte Spüle handelt, ist eine Stumpfschweißung für beide Seiten der Spüle erforderlich.
● Stumpfschweißsenken sind in unserem Sortiment selten.Das auffälligste Merkmal ist eine Schweißnaht in der Mitte der beiden Becken.

(Dieser Schritt kann weggelassen werden, wenn Sie eine Doppelschüsselform wählen.)
● Verwenden Sie für Rippen-/Hakenschweißungen ein Laserpunktschweißgerät.
● Je nach Geräteeinstellung entstehen bei jedem Punktschweißen ca. 3 Lötstellen.Stabversteifungen müssen mehrmals an verschiedenen Stellen punktgeschweißt werden.
● Abhängig von den Anforderungen des Käufers werden manchmal leimverstärkte Rippen/Haken verwendet.

● Der Schrubbvorgang (Bürstenvorgang) wird hier speziell beschrieben.
● Das Schleifen wird je nach den Unterschieden zwischen Becken und Ausrüstung in drei oder vier Abschnitte unterteilt.
● Das erste, was poliert werden muss, ist der Boden der Spüle.

● Anschließend wird die Wand der Spüle poliert

(Dieser Schritt kann weggelassen werden, wenn Sie eine Doppelschüsselform wählen.)
● Abhängig vom Grad der Automatisierung in der Spülenanlage ist dieser Prozess manchmal vorhanden, um den Bedarf an Polierkenntnissen der Arbeiter zu verringern.
● Da die beiden angrenzenden Flächen in unterschiedliche Richtungen poliert werden, besteht die Tendenz, dass an den Schnittpunkten der Texturen chaotische Linien auftreten.
● Verwenden Sie Schleifscheiben, um das Chaos zwischen zwei vertikalen Flächen zu beseitigen.

● Die obere Platte wird am Ende des Schleifvorgangs poliert, um die im Topfkörper sichtbaren Stumpfschweißnähte, Bindenähte und Oberflächenfehler zu entfernen.

● Position des Hahnlochs gemäß den Anforderungen des Auftrags ausheben.
● Dieser Prozess verfügt über einen hohen Freiheitsgrad und kann entsprechend den Auftragsanforderungen direkt übersprungen werden oder vor jedem Schweißprozess erfolgen.

● Die Markierung von Edelstahlspülen umfasst hauptsächlich die folgenden zwei Methoden: Lasertyp und Schablonentyp (siehe rechte Abbildung).
● Schieben Sie den Wassertank vollständig in die feste Position, um die Konsistenz der Schablonenposition sicherzustellen.

● Neben der vollautomatischen Lasermarkierung gibt es auch kostengünstige manuelle Positionierungslasermarkierungen (siehe rechts).
● Legen Sie die semipermeable Folie mit dem Markenlogo fest auf die vorgesehene Position der Markierung und beleuchten Sie diese mit einem Handlasersender im Nullabstand.
● Der Laser durchdringt den lichtdurchlässigen Teil der halbdurchlässigen Folie und brennt auf der Edelstahloberfläche.

● Die geringfügigen Schäden, die in allen Produktionsprozessen entstehen, sind wichtig für den kommerziellen Wert.Sie werden vor dem Sprühvorgang zur Reparaturstelle geschickt und von Arbeitern manuell repariert.

● Führen Sie eine Bodensprühbehandlung durch.
● Der Zweck des Sprühens ist dreifach: 1. Leichte und dünne Waschbecken an Gewicht zu gewinnen;2. Um die durch Glühen und andere Gründe verursachten Brandflecken abzudecken;3. Um das Kondensationsphänomen in der Küchenumgebung zu verhindern.
●Beim derzeitigen häuslichen Sprühen handelt es sich im Allgemeinen nur um Farbe.Tatsächlich verfügt es nicht über die Antikondensationsfunktion.
● Neben dem Sprühen werden auch durch das Glühen entstandene Brandstellen durch Beizen entfernt.

● Der Inhalt der Reinigungsarbeiten umfasst die Entfernung von Dehnölrückständen, die Entfernung von Schmutz und der Sprühfront, die Entfernung von Schleifscheiben- und Edelstahlresten, die Entfernung von Fingerabdrücken und anderem Staub.
● Je nach Bestellanforderungen können Spülen in Halterungen, großen Kartons oder sogar Einzelhandelsverpackungen verpackt werden.

● Abschließend stellen Sie das Produkt ins Lager und warten darauf, dass es an den vom Besteller angegebenen Ort versandt wird.


 Deutsch
Deutsch Pусский
Pусский























