Anzahl Durchsuchen:103 Autor:Site Editor veröffentlichen Zeit: 2019-05-28 Herkunft:Powered
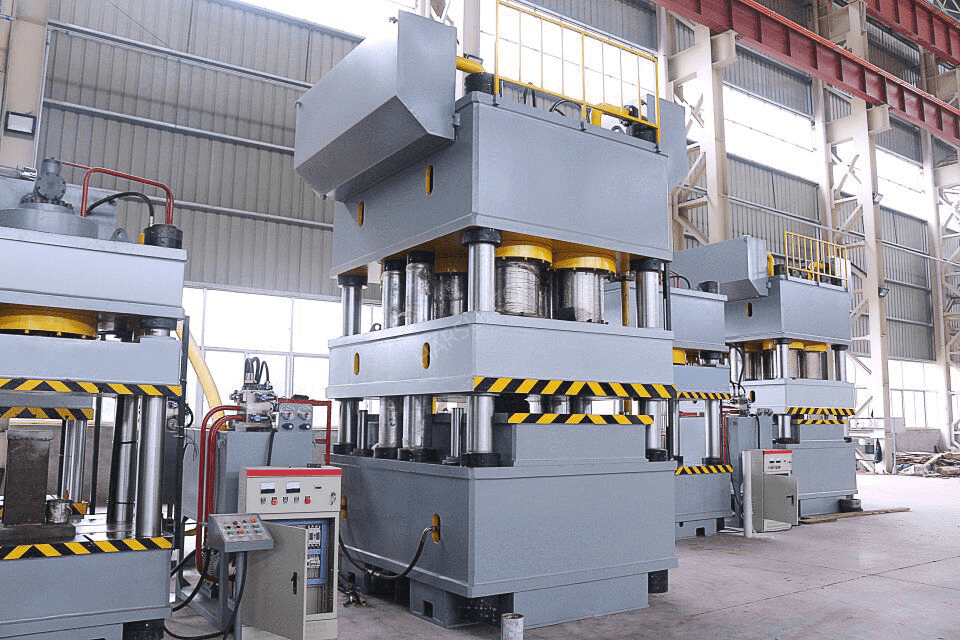
Diese Spezifikation deckt die allgemeinen Anforderungen von zwei Zahlen von 2000t ab Hydraulische Pressen, die Design, Fertigung, Versorgung, Erektion, umfassen, umfassen Inbetriebnahme und Prüfung der Pressen bei NFC. Die Hydraulikpressen von 2000T sind erforderlich, um den Zirkoniummetallschwamm verschiedener Größen und Formen (gemäß den folgenden Spezifikationen) zu verdichten.
Der Versorgungsumfang umfasst Design, Fertigung, Versorgung, Erektion, Inbetriebnahme und Prüfung von zwei (2) Anzahl von Abwärtshydraulik Pressen, die zum Herstellen von Kompakte aus Zirkoniumschwamm verwendet werden.Zusätzliche Elemente oder Subsysteme, die in der nicht erwähnt werden Spezifikationen, aber erforderlich oder identifiziert für Vollständigkeit und störungsfreie Die Leistung des Systems muss ohne zusätzlichen Preis in den Umfang aufgenommen werden und Zeitauswirkungen.
Abmessungen verschiedener Zirkoniumschwamm -Kompakte sind wie Follow:
1. Zylindrischer Kompakt von 180 mm Durchmesser und 135 mm Höhe.
2 .Cylindrische Kompakt von 150 mm Durchmesser und 140 mm Höhe.
3 .Kubikaler Abmessung: 500 x 50 x 75 mm (L x W x H)
Zirkonium -Metallschwamm zusammen mit Legierungselementen ist in der Sterbe gefüllt und zu füllen und Durch Drücken des Metallschwamms in seinem jeweiligen Würfel gemäß Produktionsplan, Kompakte sind erhalten. Die Höhe des Kompakts muss vom Öl abhängig sein Druckgrenze.
4.1 Betriebssequenz
I. Stirbchen ruht zunächst auf dem Pressebett und schlagen in die oberste Position.
II. Zirkoniumschwamm und Legierungselement werden in drei Teilen in den Würfel gefüttert dass Legierungselemente ungefähr eine zentrale Position in der annehmen kompakt (manuell durch Operator./automatisch durch automatisches Dosierungssystem)
III. Der Hauptscham bewegt sich zuerst mit hoher Geschwindigkeit nach unten und dann langsam zu Drücken Sie den Schwamm, der den Würfel gefüllt hat.
Iv. Der Öldruck im Hauptzylinder erreicht den festgelegten Druck und dann hält ungefähr 10 Sekunden.
V. Dekompression: Der Öldruck im Zylinder und die Linien wird zu einem reduziert Akzeptable Ebene.
Vi. Der Hauptbamer zieht sich jetzt langsam zurück.
Vii. Der Würfel hebt sich auch zusammen mit verdichtetem Schwamm in sie.
Viii. Blockableitungen und Positionen des Unladers unter der Würfelhöhle.
Ix. Die Sterbe ruht auf Unladerblock und dann kommt der RAM herunter.
X. Der Schlag bewegt sich nach unten, um den gepressten Zirkoniumschwamm (kompakt) vom Boden der Sterbe in die Höhle des Unladerblocks auszuwerfen.
Xi. Der Schlag wird jetzt schnell wieder nach oben zurückgezogen.
Xii. Der Würfel hebt nach oben und der Unladerblock wird zusammen mit dem zurückgezogen
Ausgeworfener Kompakt und rutscht es in die Stapelschale. Eine geeignete Anordnung ist so, dass Compact nicht beschädigt wird, während es zum Stapeln von Tablett rutscht.
Xiii. Der Würfel sitzt wieder über dem Bett und die Presse ist für den nächsten Zyklus bereit.
5.1. Drücken Sie den Rahmen
Die Hauptkomponenten des Presserahmens wie Bett, Oberkopf, Gleitungen, Pfarrer müssen unter Verwendung von ISO 2062 -Platten 2 -Grad 2 und durch Schweißen gemäß Standardschweißverfahren hergestellt werden. Die Platten sollten nach den Bisspezifikationen und dem Material aussehen Testzertifikat (MTC) der vom Stahlwerk ausgestellten Platten sollte bei der Inspektion von Beamten von NFC vorgelegt werden. Alle kritischen Schweißnähte müssen auf Schweißfehler getestet werden. Methode zum Testen von Schweißfehlern und Verfahren zur Belastung der Spannung müssen sein im Angebot erklärt. Die hergestellte Struktur muss ordnungsgemäß belastet werden. Die Aufzeichnungen über Stresslinderung sollte während der Inspektion der Maschine eingerichtet werden. Die detaillierten Entwurfsberechnungen für die Eignung der kritischen Abschnitte oder die FEM -Analyse sollten nach der Platzierung der Ordnung bereitgestellt werden. Ein Querschnittschemadiagramm Für wichtige Versammlungen müssen im Angebot die Konstruktionsmerkmale angegeben werden. Der Objektträger sollte eine 8-Punkte-Führung mit in-situ einstellbarer und austauschbarer pH. Bronze-Liner für lange Lebensdauer haben.
HINWEIS: Der Rahmen der Presse muss von allen vier Seiten geöffnet sein dass der Pressbereich von allen vier Seiten zugänglich ist. Mindestens 1000 x 1500 mm für die Seitenöffnung und 1500 x 1500 mm für Vorder- und Rückseite Öffnungen (W x h) Geräuschpegel darf 85 dB nicht überschreiten, wenn in einem Abstand von 1 Meter von der Maschine unter den Freifeldbedingungen gemessen.
5.2. Hauptscham und Zylinder
Der Hauptblock der Presse muss aus geschmiedetem Block bestehen. Der Hauptzylinder muss aus einem Block geschmiedet und dann bearbeitet werden. Während der PDI sind Relavant -Zertifikate für RAM und Zylinder bereitzustellen.
5.3. Sterbe und Schlagversammlung
a) Die Sterblichkeitsbaugruppe mit einer Hohlraumhöhe von 430 mm muss für Kompakte von 150 mm und 180 mm Durchmesser bereitgestellt werden.
b) Für rechteckige Kompakte muss der Schlag 50 mm breit und 500 mm lang sein. Der Hohlraum muss 400 mm tief sein (ca.)
c) Die Lücke zwischen dem Boden des Stanzes und der Oberfläche der Würfel muss 320 mm betragen.
d) Der RAM muss verchromt sein und die Oberflächenbescheinigung erfolgt. Eine Chrom -Beschichtungsdicke muss im Angebot deutlich angegeben sein.
e) Bewegliches Bett der Presse- und Sterbchen -Innenauskleidung usw. muss geschmiedete Komponenten sein
HINWEIS: Die Sterbe für alle drei Kompaktarten befindet sich im Rahmen des Bieters. Der Liner muss im Waschbecken geeignet sein.
Details von Würfel und Punch werden während detaillierter Ingenieurwesen besprochen und die zugelassenen Zeichnungen müssen zur Herstellung verwendet werden.
5.4. Hydrauliksystem
Für das Hydrauliksystem der Presse müssen positive Hydraulikpumpen positiv verdrängt werden. Der Ölfluss muss pulsativ frei sein. Ein detaillierter Hydraulikkreis ist zusammen mit dem Angebot vorgesehen. Anzahl der bereitgestellten Pumpen, ihre Art, machen, Modell Nr. Und die Kapazität ist im Angebot deutlich angegeben.
Die Tanks des Hydrauliksystems müssen den neuesten geltenden Standard entsprechen. Es muss mit einer Luftverpackung, geeigneten Schallplatten, Füllpause, Temperaturanzeige, Ölstandsanzeige, Inspektionsabdeckung (n), ausgestattet sein. Bestimmungen für die Zugabe von Linien in Zukunft, Überfluss- und Entwässerungsanschlüssen.
Die maximale Temperatur des Hydrauliköls sollte während des Betriebs 55 ° C nicht überschreiten.
Das Hydraulik -Stromverpackung muss auf dem Boden installiert werden
Der Rückgabefilter hat einen Verstopfungsindikator. Geben Sie, machen und modellieren Nr. jedes Filterelements ist im Angebot angegeben. Kalt gebogene, fest gezogene, nahtlose Stahlrohre sollten DIN 2391/C bestätigen, der im Hydraulik verwendet wird Schaltkreis. Das Hydrauliksystem muss mit Häfen zur Messung des Drucks während der Fehlerbehebung oder der Wartung ausgestattet sein. Es müssen vier Sätze von Minimess -Kupplungen mit Druckmessgeräten bereitgestellt werden, die zum Messen des Drucks bei verwendet werden Verschiedene Punkte im Hydraulikkreis.
Das Hydrauliksystem muss eine Online -Ölfiltrationseinheit auf dem mobilen Trolley enthalten/einbeziehen. Die Filtrationseinheit sollte Zwillingfilter mit Bestimmung für kontinuierliche Messung und Anzeige des Ölsauberkeitsniveaus in NAS & VERFAHREN verwenden ISO -Skala und Wasseranteil. Diese mobile Filtrationseinheit muss Öl aus dem Hauptöltank der Presse entnehmen, sie filtern und zum Hauptöltäßen zurückpumpen. Die Filtrationseinheit muss ausreichend Kapazität haben, um das Ölvolumen zu bewältigen im Haupttank und muss für den kontinuierlichen Betrieb geeignet sein.
6.1 Die Maschine muss ein SPS- und HMI -basiertes Steuerungssystem haben.
6.2 Spezifikationen des SPS -Systems:
a. Programmierpaket: Das Programmierpaket zur Bearbeitung der Steuerungslogik muss in Versorgungsbereich bestehen.
b. Controller: Mindestens zwei Kommunikationsports haben, die für die Programmierung und eine für die Vernetzung verwendet werden sollen.
c. Alle verwendeten Eingangs- und Ausgangsmodule müssen optische Isolierung aufweisen und nur eine Kontrollspannung von 24 V DC aufweisen.
d. Die Rack -Stromversorgung muss vom SPS -Hersteller empfohlen werden.
e. Alle Ausgänge müssen endgültige Steuerelemente wie Magnetsoide, Schütze usw. durch Interpose -Relaismodule vorantreiben.
f. Die Kontrollversorgung der endgültigen Kontrollelemente muss durch Steckverbinder mit Sicherungs- und Sicherungsanzeichen bestehen.
g. CPU und Speicherbelastung dürfen nicht mehr als 50%betragen.
h. Die CPU -Versorgung darf nicht zur Verhinderung der Inputs verwendet werden, für die eine separate Versorgung vorgesehen ist.
ich. Mindestens 30% Eingänge und 30% Ausgaben von E/A -Modulen müssen ungenutzt/ersatz bleiben.
j. Alle für den Betrieb des Presse erforderlichen Kabel müssen im Bereich der Lieferanten des Verkäufers vorhanden sein. Kabel zum Integrieren aller Sensoren in SPS müssen abgeschirmt sein.
k. E/A -Karten müssen vollständig verkabelt und in Angriffe gebracht werden, sowohl bei gebrauchten als auch nicht verwendeten.
l. Kommunikation: Alle Steuerungssystemkomponenten wie Controller, HMI und Electronic Drives (falls vorhanden) müssen sich auf die digitale Kommunikation vernetzen
6.3 Spezifikationen des elektronischen Antriebssystems (falls vorhanden):
a. Alle Laufwerke dürfen einen Strom von mindestens 20% höherem Wert haben als der der jeweiligen Motoren.
b. Diese Laufwerke müssen mit HMI vernetzt und alle kritischen Parameter wie Geschwindigkeit, Strom usw. auf HMI angezeigt werden.
c. Alle Laufwerke, wo immer es verwendet wird, müssen ausreichend Eingangssporns aufweisen.
d. Die ausgewählten Laufwerke haben alle neuesten Kontrollmodi.
e. Konfigurations-/Inbetriebssoftware für Laufwerke und verwandte spezialisierte Verbindungskabel/Anpassungen zum Anschluss von Laufwerken mit dem Computer müssen in Versorgungsbereich bestehen.
f. Wenn eine proprietäre Kontrollkarte verwendet wird, werden detaillierte diagnostische Handbücher/Schaltkreise mit den erforderlichen Testpunkten geliefert.
6.4 Funktionen:
ich. Das Steuerungssystem muss auf spezifische Vorgänge wie automatische, manuelle und Wartungsmodi programmiert werden.
II. Das Steuerungssystem muss alle erforderlichen Rezepte für die automatische Druckregelung auf der Grundlage verschiedener Kompaktgrößen haben.
III. Alle wichtigen Prozessparameter wie Druck, Verdichtungsdurchmesser, Öltemperatur usw. müssen protokolliert und in Trendform angezeigt werden.
iv. Einrichtung der Berichterstattung von protokollierten Prozessdaten zusammen mit Operator/Verschiebung in Gebührendetails, Losnummern, Anzahl der Kompaktionen usw. sowie Zeitstempel müssen verfügbar sein. Es sollte möglich sein, Berichte in ein Pen -Laufwerk in PDF- und CSV -Formaten auszudrucken. Auch die erforderlichen Funktionen für den Transport von aufgezeichneten Daten zu transportieren Der zentrale Computer muss in ausgewählten HMI wie unten erläutert sein.
6.5 Sensoren: Elektronische Sensoren müssen zur Messung von Prozessparametern wie Druck, Ölstand und Temperatur usw. verwendet und in das SPS -System integriert werden.
6.6 Bereitstellung für Netzwerk: Ein Kommunikationsport im Steuerungssystem ist vorgenommen
verfügbar, um das Steuerungssystem in einen zentralisierten Computer zu integrieren und den gesamten Prozessstatus darzustellen.
6.7 Es wird vorgeschlagen, ein separates Legierungszusatzsystem mit separaten Behältern zu haben und
Gewichtsüberwachungssystem, so dass Legierungen in der geeigneten Zeit und Position in den Würfelhöhlen ausgefüllt werden können. In ähnlicher Weise werden für die Metallschwamm -Addition ein separates Trommelhebe- und Fütterungssystem zum Einspeisen von Metallschwamm in die Würfel vorgesehen. Es kann beachtet werden, dass diese Systeme nicht Teil der Hydraulikpresse sind.
Händler werden jedoch ermutigt, dort separat Angebot zu geben. Die für die Presse vorgesehenen Steuerungssysteme müssen in der Lage sein, dieses Legierungs- und Schwamm -Additionssystem zu konfigurieren und zu integrieren.

 Deutsch
Deutsch Pусский
Pусский























