Anzahl Durchsuchen:35 Autor:Site Editor veröffentlichen Zeit: 2021-11-19 Herkunft:Powered
Um Ihnen zu helfen, die zu meistern Berechnungsformel der ungefalteten Biegelänge einfacher und schneller zu machen, haben wir vier gängige Koeffiziententabellen für Sie aufgelistet, sechzehn Berechnungsformeln der ungefalteten Biegelänge illustriert und einige Beispiele zum besseren Verständnis aufgeführt.Ich hoffe, dass die folgenden Inhalte Ihnen praktisch helfen können.Wenn Sie Fragen haben, können Sie sich gerne an uns wenden.






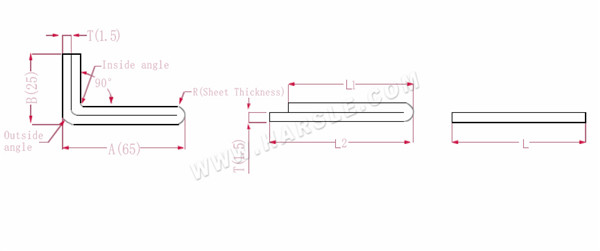
A, B --- Biegelänge des Werkstücks
P'---Biegekoeffizient der Kantenbiegung (Biegefaktor: ein Faktor minus eine Biegung)
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L = A + B – P', die L = 25 + 65 – 5,5 = 84,5 ist
Gemäß Tabelle 1 beträgt die Plattendicke 3, das Unterwerkzeug V25 und der Biegekoeffizient 5,5
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

A (A1), B --- Biegelänge des Werkstücks
P'---Biegekoeffizient der Kantenbiegung (Biegefaktor: ein Faktor minus eine Biegung)
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L=A+T+B-2*P', die L=50+2+50-2*3,4=95,2 ist
Gemäß Tabelle 1 beträgt die Plattendicke 2, das Unterwerkzeug V12 und der Biegekoeffizient 3,4
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

A(A1), B (B1)-Biegelänge des Werkstücks
P'---Biegekoeffizient der Kantenbiegung (Biegefaktor: ein Faktor minus eine Biegung)
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L=A+T+B+T-3*P', also L=50+2+90+2-3*3,4=133,8
Gemäß Tabelle 1 beträgt die Plattendicke 2, das Unterwerkzeug V12 und der Biegekoeffizient 3,4
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

A, B (B1)-Biegelänge des Werkstücks
P'---Biegekoeffizient der Kantenbiegung (Biegefaktor: ein Faktor minus eine Biegung)
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L=A+A+B+T+T-4*P', also l = 25+25+100+1,5+1,5-4 * 2,8 = 141,8
Gemäß Tabelle 1 beträgt die Plattendicke 1,5, das Untergesenk V12 und der Biegekoeffizient 2,8
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

A(A1), B (B1)-Biegelänge des Werkstücks
P'---Biegekoeffizient der Kantenbiegung (Biegefaktor: ein Faktor minus eine Biegung)
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die Ausdehnungslänge L=A+T+A+T+B+B1+B1-6*P'
das ist l = 50+1,5+50+1,5+150+20+20-6 * 2,8 = 276,2
Gemäß Tabelle 1 beträgt die Plattendicke 1,5, das Untergesenk V12 und der Biegekoeffizient 2,8
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

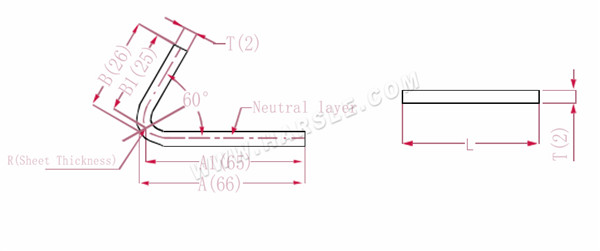
A, B --- Biegelänge des Werkstücks
P'---Biegekoeffizient der Abflachung der Verrundung
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L=A+B-P', die L=25+65-1=89 ist
Nach Tabelle 2 beträgt die Blechdicke 2, das Untergesenk V12 und der Biegefaktor die halbe Blechdicke
Hinweis: Gemäß Tabelle 2 hat die Auswahl verschiedener Unterwerkzeuge unterschiedliche Biegekoeffizienten und unterschiedliche Plattendicken.
A, B --- Biegelänge des Werkstücks
P1 --- Biegekoeffizient der inneren Ecke
P2 --- Biegekoeffizient des äußeren Biegewinkels
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L1 = (A – 1,5) + (B – 1,5) – P1, was L1 = (65 – 1,5) + (25 – 1,5) – 3,2 = 83,8 ist
L2=A+B-P2, also L2=65+25-4,1=85,9
L=L1+L2-T/2, was L=83,8+85,9-0,75=168,95 ist
Gemäß Tabelle 2 beträgt die Plattendicke 1,5, die untere Matrize V12, der Biegekoeffizient der inneren Ecke 3,2, der Biegekoeffizient der äußeren Ecke 4,1 und der 180-Biegekoeffizient 0,75.
Hinweis: Gemäß Tabelle 2 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.
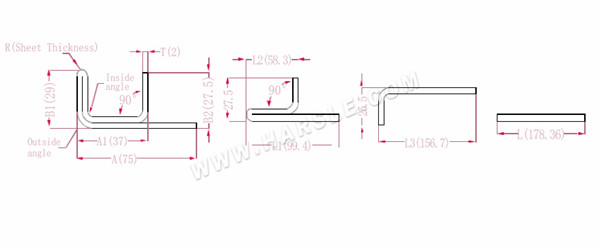
A (A1), B1, B2 --- Biegelänge des Werkstücks
P1 --- Biegekoeffizient der inneren Ecke
P2 --- Biegekoeffizient des äußeren Biegewinkels
P3 --- 90 ° Biegekoeffizient
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
P4 --- 180 ° Biegekoeffizient
Die erweiterte Länge L1 = A + B1 – P2, also L1 = 75 + 29 – 4,6 = 99,4
L2 = (A1 – T) + (B1 – T) – P1, was L2 = (37 – 2) + (29 – 2) – 3,7 = 58,3 ist
L3 = L1 + L2 – P3, was L3 = 99,4 + 58,3 – 1 = 156,7 ist
L = 25,5 + L3 – P1, was L = 25,5 + 156,7 – 3,84 = 178,36 ist
Gemäß Tabelle 2 beträgt die Plattendicke 2, das Unterwerkzeug V12, der Biegekoeffizient der inneren Ecke 3,7 und der Biegekoeffizient der äußeren Ecke 4,6.
Hinweis: Gemäß Tabelle 2 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.
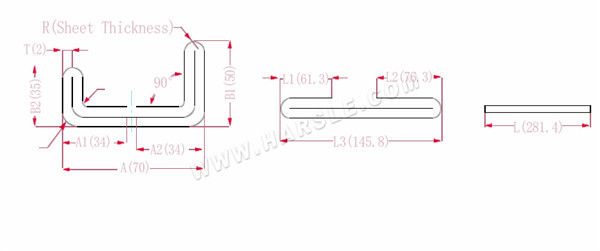
A, A1, A2, B1, B2, L, L1, L2, L3 --- Biegelänge des Werkstücks
P1 --- Biegekoeffizient der inneren Ecke
P2 --- Biegekoeffizient des äußeren Biegewinkels
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die erweiterte Länge L1 = (A1 – T) + (B2 – T) – P1, die L1 = (35 – 2) + (34 – 2) – 3,7 = 61,3 ist
L2 = (B1 – T) + (A2 – T) – P1, was L2 = (50 – 2) + (34 – 2) – 3,7 = 76,3 ist
L3=A+B1+B2-2*P2, also L3=70+35+50-2*4,6+145,8
L=L1+L2+L3-2*P3, was L=61,3+75,3+145,8-2*1=280,4 ist
Gemäß Tabelle 2 beträgt die Plattendicke 2, die untere Matrize V12, der Biegekoeffizient der inneren Ecke 3,7, der Biegekoeffizient der äußeren Ecke 4,6 und der 90-Biegekoeffizient 1.
Hinweis: Gemäß Tabelle 2 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.
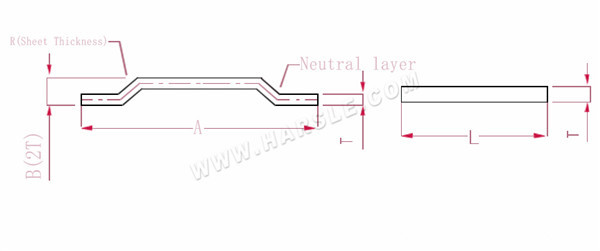
A, B --- Biegelänge des Werkstücks
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Entfaltete Länge L=A+1
Hinweis: Wenn die Stufe gleich der Dicke von zwei Platten ist, addieren Sie 0,5 für jede Stufe und 1 für jede Stufe.
A(A1), B (B1)-Biegelänge des Werkstücks
P'---Biegekoeffizient der Kantenbiegung (Biegefaktor: ein Faktor minus eine Biegung)
R---Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die Ausdehnungslänge L = (AT) + (BT) – P', was L = (66 – 1) + (26 – 1) – 2 = 65 + 25 – 2 = 88 ist
Gemäß Tabelle 3 beträgt die Plattendicke 2, das Unterwerkzeug V12 und der 60-Biegekoeffizient 2
Hinweis: Gemäß Tabelle 3 wird als Biegelänge und -breite die neutrale Lage gewählt.
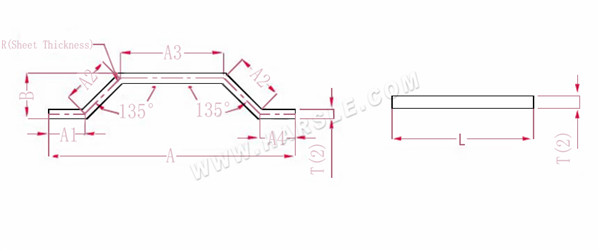
A (A1, A2, A3, A4), B --- Biegelänge des Werkstücks
P--- Biegefaktor von 135 Biegewinkeln
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Die Ausdehnungslänge L = A1+A2+A3+A2+A4-PP.
Hinweis: Beim Biegen mit dem gleichen Druckschritt müssen nur zwei Koeffizienten reduziert werden
Gemäß Tabelle 3: Die Plattendicke ist 2, das Unterwerkzeug ist V12 und der Biegekoeffizient bei 135 ist 1,1.
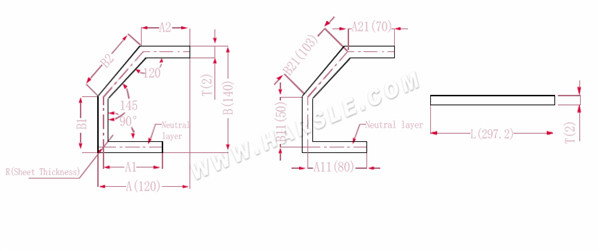
A (A1, A2), B (B1, B2) – Biegelänge des Werkstücks
P1 --- 120 ° Biegekoeffizient
P2 --- 145 ° Biegekoeffizient
P3 --- 90 ° Biegekoeffizient
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
Hinweis: Wenn die Grafikgröße auf der Form markiert ist, sollte die Formgröße bei der Berechnung der Entfaltungslänge auf die neutrale Schichtgröße umgerechnet werden;
Die Ausdehnungslänge L = A11 + B11 + B21 + A21 – P1 – P2 – P3, also l = 80 + 50 + 103 + 70 – 1,7 – 0,7 – 3,4 = 297,2
Gemäß Tabelle 3: Die Plattendicke beträgt 2, die untere Matrize ist V12, der 120-Biegekoeffizient beträgt 1,7, der 145-Biegekoeffizient beträgt 0,7 und der 90-Biegekoeffizient beträgt 3,4
Hinweis: Gemäß Tabelle 3 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.
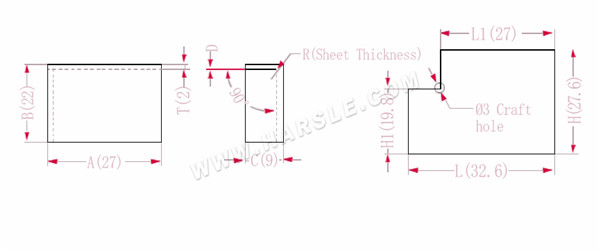
A, B, C --- Länge, Breite und Höhe der Biegekante des Werkstücks
P --- Biegekoeffizient
R--- Biegung und Verrundung (allgemein Blechdicke)
H(H1), l (L1) – die entfaltete Länge jeder Seite
T --- Materialstärke
D--- Biegeprozessabstand (im Allgemeinen 0 ~ 0,5)
Die erweiterte Länge L1=A, also L1=27
L = A + CP, also L = 27 + 9 – 3,4 = 32,6
H1 = BTD, was H1 = 22 – 2 – 0,2 = 19,8 ist.Hinweis: D ist 0,2.
H=B+CP, also H=22+9-3,4=27,6
Gemäß Tabelle 1: Die Plattendicke beträgt 2, das Unterwerkzeug ist V12 und der Biegekoeffizient ist 3,4
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.
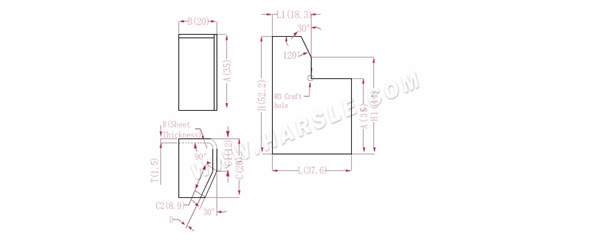
A, B, C --- Länge, Breite und Höhe der Biegekante des Werkstücks
H(H1), L(L1) – die entfaltete Länge jeder Seite
P --- 90 ° Biegekoeffizient P1 --- 30 ° Biegekoeffizient
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
D--- Biegeprozessabstand (im Allgemeinen 0 ~ 0,5)
Die expandierte Länge L1 = BTD, also L1 = 20 – 1,5 – 0,2 = 18,3
L=B+C1+C2-P-P1, was L=20+12+8,9-2,8-0,5=37,6 ist
H1 = C1 + APD, was H1 = 12 + 35 – 2,8 – 0,2 = 44 ist.Hinweis: D ist 0,2.
H = A + CP, was H = 35 + 20 – 2,8 = 52,2 ist
Gemäß Tabelle 1: Die Plattendicke beträgt 1,5, das Unterwerkzeug ist V12, der Biegekoeffizient beträgt 2,8 und der 30-Biegekoeffizient beträgt 0,5
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

A, B, C --- Länge, Breite und Höhe der Biegekante des Werkstücks
H(H1), L(L1) – die entfaltete Länge jeder Seite
P --- Biegekoeffizient
R--- Biegung und Verrundung (allgemein Blechdicke)
T --- Materialstärke
D--- Biegeprozessabstand (im Allgemeinen 0 ~ 0,5)
Die erweiterte Länge H1 = B-B1-D, die H1 = 50-12-0,3 = 37,7 ist.Hinweis: D ist 0,2.
H2 = BTD, was H2 = 50 – 2,5 – 0,3 = 47,2 ist
H=B+C+B1-2*P, also H=50+47+12-2*4,5=100
L1 = A + CTDP, was L1 = 55 + 47 – 2,5 – 0,3 – 4,5 = 94,7 ist
L=A+C+B2-2*P, also L=55+47+12-2*4,5=105
Gemäß Tabelle 1: Die Plattendicke beträgt 1,5, das Unterwerkzeug ist V16 und der Biegekoeffizient ist 4,5
Hinweis: Gemäß Tabelle 1 sind unterschiedliche Biegekoeffizienten von Unterwerkzeugen und unterschiedliche Plattendicken unterschiedlich.

 Deutsch
Deutsch Pусский
Pусский























